Tel
0086-755-29991176

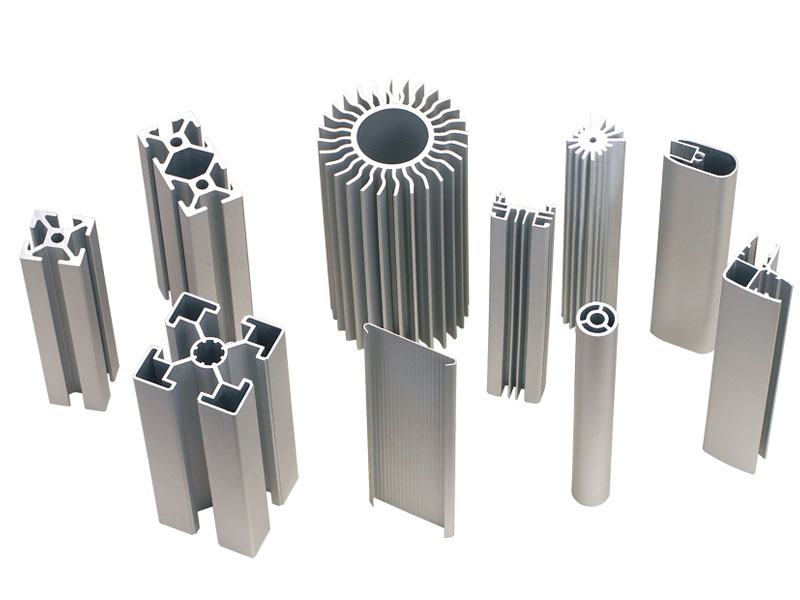
1. For the aluminium extruded section, the dimensional accuracy, hardness and surface roughness of the molds are detected online and offline with advanced instruments and meters, and the molds that have passed the inspection and acceptance are registered and put into storage. When the manufacturer of aluminium extruded profiles uses it, take out the polishing die hole working belt, and assemble and check the guide die, profile die, and die pad, and send it to the machine for heating when it is confirmed.
2. The heating temperature before the extrusion dies of the aluminium extruded profiles are set on the machine: extrusion cylinder: 400~450℃, extrusion pad: 350℃, die pad: 350~400℃, flat die: 450~470℃, split flow mold: 460~480℃, the holding time is calculated according to the thickness of the mold (1.5~2min/mm).
3. The heating time of the extrusion die of the aluminium extruded sections in the furnace is not allowed to exceed 10 hours. If the time is too long, the working belt of the die hole is easily corroded or deformed.
4. At the beginning of extrusion of aluminium extruded profiles, pressure should be added slowly, because the impact force is likely to cause die blockage. If the mold is blocked, it needs to be stopped immediately to prevent the working belt of the mold hole from being crushed.
1. After the die of the aluminium extruded section is unloaded, put it into the alkali tank to cook when it is cooled to 150-180 °C. Because the mold is alkali-cooked at high temperature, the aluminium extruded section is easily cracked by the impact of heat waves. The manufacturer should adopt advanced etching methods to recover and save lye, shorten the corrosion time and achieve pollution-free cleaning.
2. When assembling the split die, the repairer of the extrusion die of aluminium extruded section should use a copper rod to gently beat it, and it is not allowed to hit it with a big hammer, so as to avoid excessive force and shatter the die.
3. Before nitriding, the working belt of the die hole should be carefully polished to a surface roughness of Ra0.8~0.4μm.
4. The extrusion die of aluminium extruded profiles should be cleaned before nitriding, and no oil stains are allowed to be brought into the furnace. The nitriding process should be reasonable (depending on the equipment characteristics and mold materials). The surface hardness after nitriding is HV900~1200. If the nitride layer is too thick and hard, it will cause the nitride layer to peel off. A set of molds generally allows nitriding 3 ~ 5 times. The nitriding process is not performed on the complex high-speed tooth radiator profile mold.
5. New molds, rod molds and round tube molds of old products can be directly nitrided without trial mold. The new products and complex profiles of manufacturers of aluminium extruded section must pass the trial die before nitriding treatment.
6. After the test die of the new extrusion die for aluminium extruded profiles is qualified, at most 10 ingots should be extruded for nitriding treatment, so as to avoid pulling the working belt out of the groove. Excessive production is not allowed between two nitridations. Generally, the flat die is 60 to 100 ingots, and the split die is 40 to 80 ingots. If it is excessive, it will pull through the nitrided layer.
7. After the used extrusion die of aluminium extruded section is polished, it is oiled and stored in the warehouse.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina