Tel
0086-755-29991176

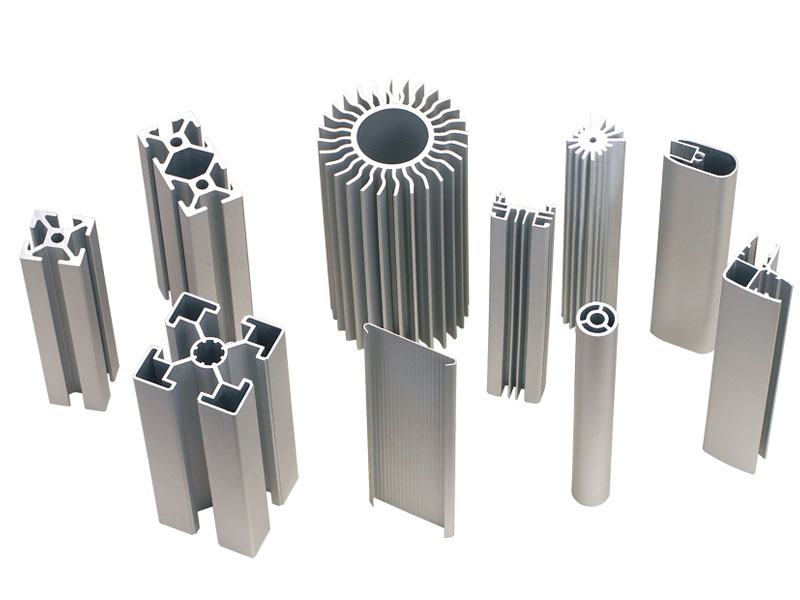
So-called "separated professions are as separated as hills". For some customers with the ideas in aluminum processing molding, they must want to know about the equipment first, and understand the whole production process. So for these problems, we today for all details of the production process of aluminium extruder and what equipment needed to complete the work of extrusion.
Preparations:
ⅰ.Check whether the gas (or fuel oil, wood particles) supply of the extrusion line is normal;
ⅱ.Check whether the air pressure supply is normal, and check the flow and pressure;
ⅲ.Check whether the power supply of all the equipment of the aluminum extruder is normal and whether the voltage is stable. The rated voltage is 380V;
ⅳ.Check whether the cooling circulating water is opened and whether the flow and pressure meet the standards;
ⅳ.Prepare the raw material aluminum rod and profile mold.
ⅰ. Hoist the aluminum rod to the material rack of the long rod hot shear furnace, and make the aluminum rod tile on the material rack. Ensure there is no stacking of rods to avoid accidents and mechanical failure.
ⅱ. Standardize the operation of aluminum rods into the furnace, and it is recommended to store 12 aluminum rods in the furnace. After heating, the temperature can reach 480℃ (normal production temperature) for about 3.5h at normal temperature. After holding for 1 hour, the production can be started.
ⅲ. When the aluminum rod is heated, the mold is placed in the mold furnace for heating (about 480℃).
ⅳ. After heating and heat preservation of the aluminum rod and mold, put the mold into the mold base of the aluminum extrusion machine.
ⅴ. Operate the long rod hot shear furnace to shear the aluminum rod and transport it to the raw material inlet of the aluminum extruder.
ⅵ. Put in the extrusion pad and operate the aluminum extruder to extrude the material.
ⅶ. The profile enters the cooling air stage through the extruding discharge hole, and the tractor carries out fixed-length traction and sawing.
ⅷ. Cold bed transfer table transports the aluminum profile to the straightening table, and to modulate and correct the aluminum profile.
ⅸ.The corrected aluminum profile is transported from the conveying platform to the finished product platform for fixed-length sawing.
ⅹ. The finished aluminum profile shall be framed and transported to the aging charging vehicle by workers.
ⅹⅰ. Operate the aging furnace to push the finished aluminum profile into the furnace for aging at about 200℃ and keep it warm for 2 hours.
ⅹⅱ. When cooling out of the oven, the finished aluminum profile with ideal hardness and standard size is obtained.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina